Управление предприятием и производством
ПРИЗМА
УПРАВЛЯЙТЕ ВСЕМИ ПРОЦЕССАМИ ДИСКРЕТНОГО ПРОИЗВОДСТВА НА КРУПНЫХ И СРЕДНИХ ПРЕДПРИЯТИЯХ С ЕДИНИЧНЫМ, МЕЛКОСЕРИЙНЫМ И СЕРИЙНЫМ ПРОИЗВОДСТВОМ (MES)
Управление нормативно-справочной документацией
- Составы изделий
- Расцеховка
- Технологии
- Нормы изготовления изделий
- Продукция внешней поставки
- Заказы
- Оборудование
- Контрагенты
КЛЮЧЕВЫЕ ВОЗМОЖНОСТИ
- Управление нормативно-справочной информацией
- Формирование производственного состава изделия и управление им
- Объемно-календарное планирование производства
- Запуск в производство изделия на основе даты выпуска и технологического маршрута изготовления
- Диспетчирование процесса изготовления входящих ДСЕ и изделия в целом – на уровне сменных заданий и данных с датчиков оборудования
- Управление качеством изготовления изделий
- Ведение учета полуфабрикатов и готовой продукции
- Формирование и обеспечение потребности производства в материалах и комплектующих
- Использование технологии штрих-кодирования и QR
- Ведение позаказного учета затрат на производстве и партионного учета
- Автоматическое отслеживание изменения НСИ и плановых показателей, учет изменений в производственном составе
- Учет товарно-материальных ценностей на центральных складах предприятия и в кладовых подразделений
- Сбор и хранение полной истории изготовления изделий – от поступления комплектующих до сдачи на склад готовой продукции c сохранением истории технологии изготовления
- Разграничение прав доступа к функциональным возможностям системы
- Настройка индивидуального интерфейса АРМ
ПРЕИМУЩЕСТВА ПРОДУКТА
Повышение качества планирования и сокращение времени планирования
за счет совмещения в одной информационной системе конструкторских, технологических и производственных данных обо всех изготовляемых на предприятии изделиях
Повышение качества и скорости принимаемых управленческих решений
за счет получения достоверной и оперативной информации о текущей загрузке ресурсов и состоянии работ по изготовлению каждой детали и сборки, вплоть до конечных операций
Повышение уровня ответственности сотрудников
благодаря обеспечению прозрачности планирования и производственного процесса (концентрация на решении проблем вместо поиска виновных)
Сокращение времени простоя оборудования и увеличение коэффициента использования станков
за счет точного планирования и оптимизации работы станков в соответствии с производственными планами, на основании реальной картины загрузки и ритмичности работы оборудования
Предотвращение переделов и сокращение времени внесения изменений в изготовляемые изделия
с учетом изменений в конструкторской и технологической документации за счет отлаженного, контролируемого процесса ее корректировки
Сокращение времени планирования и диспетчирования доработки и ремонта изделий
благодаря удобному интерфейсу для планирования таких работ
Сокращение оборачиваемости запасов
за счет формирования и распределения потребности в материальных ресурсах и снижения межоперационного пролеживания
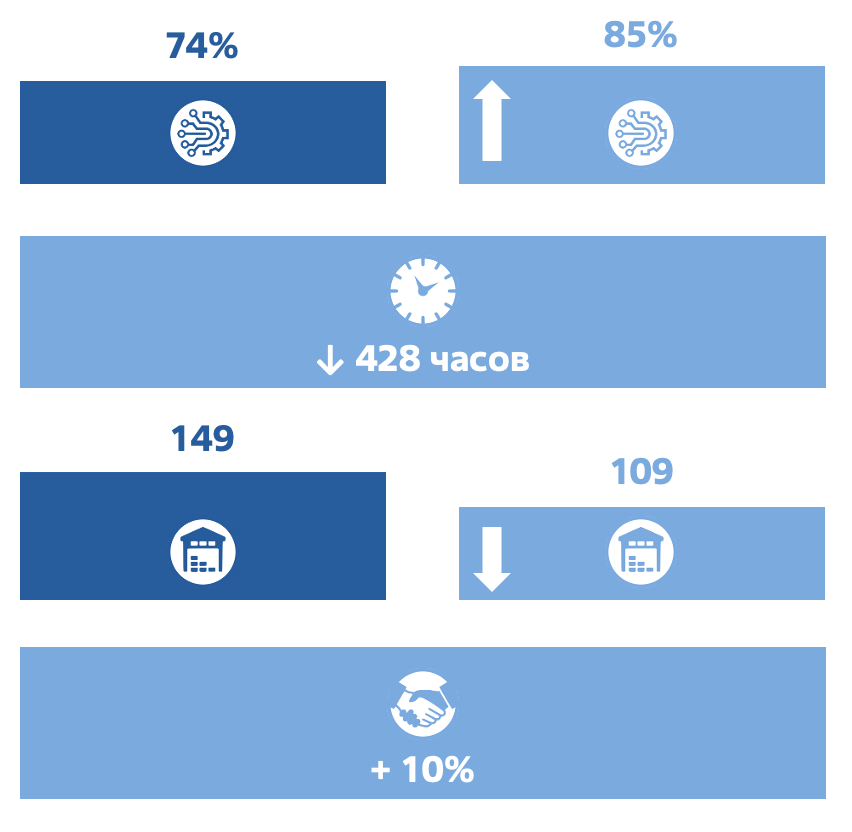
Эффекты, ценность, окупаемость
Увеличение коэффициента использования станков с ЧПУ с 74% до 85% за счет:
- определения реальной картины загрузки и ритмичности работы оборудования
- контроля трудовой дисциплины персонала, работающего на станках
- фиксации простоев станков, их классификации и оперативного устранения проблем
Снижение времени простоя оборудования на 428 часов в месяц за счет:
- более точного планирования загрузки станков в соответствии с планами
- определения «проблемных» точек производства
- оптимизации загрузки оборудования
Сокращение оборачиваемости запасов на 36,7% за счет:
- распределения потребности в ресурсах
- формирование запасов к определенному сроку (just in time)
- снижение межоперационного пролеживания
Потенциальное увеличение портфеля заказов на 10% при неизменном парке за счет:
- оптимизации мощности производственного кластера
- понимания возможностей производственной нагрузки
- перераспределения приоритетов производства
Наши заказчики



